NASH liquid ring compressors are the robust and reliable solution for demanding process applications. NASH compressors are designed to handle highly toxic, explosive and corrosive gases, and have a reliable performance record under demanding conditions, with no downtime for repairs or rebuilds. Through on-going research and product development, we continue to produce quality liquid ring compressors, and product upgrades that excel under the most demanding conditions, while reducing the total cost of ownership.
Some examples of compressor models from the NASH range are as follows (for more information, visit NASH page):
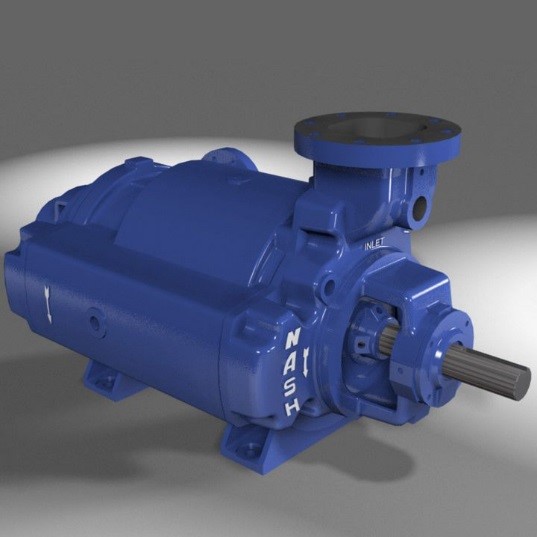
Compressor NASH Model HP-9
This robust and reliable compressor is found mainly in petroleum refineries and chemical plants, highly toxic, explosive and corrosive gases in applications such as the recovery of combustion gases, chlorine and vinyl chloride monomer (VCM).
Along with the NASH GARO and other NASH liquid ring compressors, the NASH HP-9 compressor, the complete line of NASH compressor products, provides compression above 15 bar abs. The low pressure compressors are available for 3 Bar abs and 34,000 m³ / h. As a result, NASH offers the widest range of pressure and capacity liquid ring compressors available worldwide.
Suction capacity: from 3,000 to 4,300 m3 / h.
Discharge pressure: 8 bar
Mechanical Seal: Single, Double, Cartridge
Building materials: Stainless steel, other optional materials.